
Plasma Electrode Pitting? Replace Worn Electrodes Before You Burn Through Nozzles
When plasma cut quality drops — hard starts, one-sided dross, rough edges — the first instinct is to replace the nozzle. That works for about a day. Then the new nozzle burns through in the same spot. Across plasma troubleshooting threads on Reddit and WeldingWeb, the same pattern repeats: operators replace nozzles two or three times before someone checks the electrode. By then, they have burned through $50–$100 in nozzles that a $15 electrode replacement would have saved.
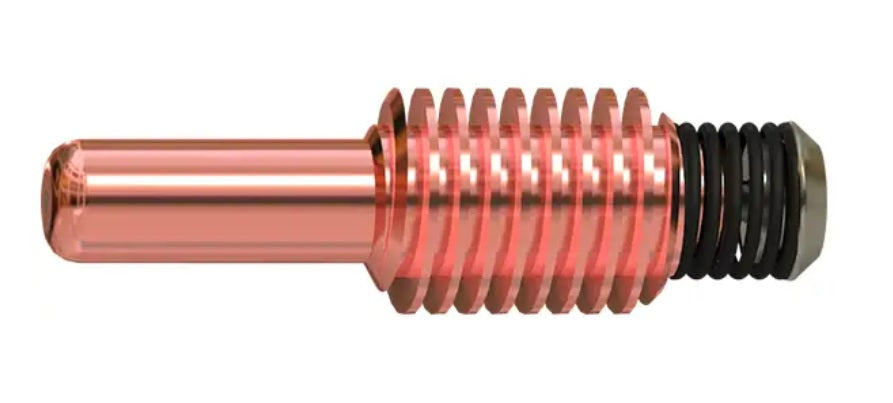
The electrode is the arc’s anchor point. The hafnium insert in the center erodes with every start cycle. As the pit deepens and widens, the arc attachment point becomes unstable and can shift off-center. That asymmetric arc overheats one side of the nozzle bore and destroys it from the inside. The fix is simple: inspect the electrode pit regularly and replace before it exceeds the wear limit — not after the nozzle fails.
Featured Product Quick Take
- Name: Hypertherm Powermax 85 Electrodes 220842 by Hypertherm
- SKU: 220842
- Price: Unknown (Verify)
- What it fixes: hard starts, arc wander, excessive dross, and premature nozzle failure caused by a worn or deeply pitted electrode that can no longer maintain a stable, centered arc column inside the nozzle.
- Why it matters: a worn electrode is the single most common cause of accelerated nozzle wear. The hafnium insert erodes with every start cycle. Once the pit deepens past the manufacturer's wear limit, the arc attachment point shifts off-center, which overheats one side of the nozzle bore and destroys it. Replacing the electrode on interval — before the nozzle fails — saves consumable cost and cutting downtime.
- •Brand: Hypertherm (product page)
- •SKU: 220842 (product page)
- •Compatible system: Powermax 85 (product title)
- •Pack size: Unknown (Verify)
- •Electrode type: copper body with hafnium insert (standard Hypertherm design)
- •Compatible torch: Unknown (Verify — confirm hand vs mechanized torch model)
- •Wear limit depth: Unknown (Verify — consult Hypertherm operator manual for your system)
Electrodes are system- and torch-specific. Confirm your exact Powermax model (85) and torch type (hand vs mechanized) before ordering. Powermax 65 electrodes may look similar but are not always interchangeable — verify part number.
What This Fix Solves
- •Hard starts that get worse over time as the hafnium pit deepens
- •Arc wander during cutting — the cut edge is rougher on one side
- •Excessive bottom dross that was not present with fresh consumables
- •Nozzles that fail prematurely (burn-through on one side of the bore)
- •Inconsistent pierce quality — some pierces clean, others blow out
Root Cause Breakdown
- Hafnium pit worn past the wear limit: Every arc start erodes the hafnium insert in the electrode center. As the pit deepens, the arc attachment point becomes less stable and can shift off-center. Hypertherm publishes a wear limit for each electrode — once the pit exceeds that depth, the electrode should be replaced regardless of how it looks from the outside.
- Off-center pit causing asymmetric arc: A pit that develops off-center directs the arc column toward one side of the nozzle bore. That side overheats and erodes faster, which shows up as one-sided dross, beveled cut edges, and nozzle burn-through that always happens in the same spot.
- Running electrodes too long to save money: The most common cause of premature nozzle failure is running an electrode past its wear limit. A worn electrode costs a fraction of a nozzle — but it destroys the nozzle if left in too long. Replacing electrodes on interval is cheaper than replacing nozzles early.
- Wet or oily air accelerating electrode erosion: Moisture and oil contamination in the air supply accelerate hafnium erosion and can cause the pit to develop unevenly. If electrodes are wearing faster than expected, check air quality before ordering more parts.
- Wrong electrode for the system or amperage: Using an electrode rated for a different system or amperage can cause rapid wear and poor arc initiation. Always match the electrode part number to your exact Hypertherm system and torch.
The Fix (Actionable Steps)
- Power down the plasma system and let the torch cool before disassembly.
- Remove the front-end consumables and inspect the electrode. Look at the hafnium pit: is it deep, off-center, or wider than when new?
- Measure or visually compare the pit depth against the Hypertherm wear limit for your system (consult your operator manual — wear limit depth: Unknown (Verify)).
- If the pit is at or past the wear limit, replace the electrode with Hypertherm 220842. Do not wait for the nozzle to fail.
- While the electrode is out, inspect the nozzle bore for asymmetric wear or burn-through. If the nozzle is damaged, replace it at the same time.
- Reassemble the consumable stack in the correct order per the Hypertherm manual. Confirm the swirl ring and retaining cap are seated correctly.
- Run a test cut on clean scrap. If cut quality returns immediately, the root cause was electrode wear.
Note: We are not publishing a fixed start-count interval because electrode life depends on amperage, duty cycle, material, and air quality. Inspect the pit visually at every nozzle change and replace when the pit is at or near the wear limit per your Hypertherm manual.
Key Specs / Fitment Notes (Bullets Only)
- •Product: Hypertherm Powermax 85 Electrodes 220842 (product title)
- •Brand: Hypertherm (product page)
- •SKU: 220842 (product page)
- •Compatible system: Powermax 85 (product title)
- •Pack size: Unknown (Verify)
- •Electrode wear limit: Unknown (Verify — consult Hypertherm operator manual)
- •Torch compatibility (hand vs mechanized): Unknown (Verify)
Before You Order Checklist
- Machine: Hypertherm Powermax 85 (confirm model)
- Process: Plasma cutting (hand vs mechanized)
- Material: mild steel / stainless / aluminum
- Thickness: typical thickness you cut
- Consumables: current electrode/nozzle/shield/swirl ring part numbers
- Torch/gun: torch model (hand vs mechanized — critical for electrode fitment)
- Gas: shop air quality (dry/oil-free) + pressure at machine
Fastest confirmation: call 812-738-4344 with your Powermax model + torch type + typical thickness. Electrodes are system-specific — confirm fitment before ordering.
Recommended Accessories (Priority Order)
Comparison Block (Alternatives)
Best practice. Replacing the electrode before the pit exceeds the wear limit prevents downstream nozzle damage and maintains cut quality. Cheapest total consumable cost over time.
Common mistake. If the electrode is worn, a new nozzle will burn through in the same spot. Always check the electrode first.
Does not fix a worn electrode. Higher pressure can mask symptoms briefly but does not restore arc stability or prevent nozzle damage.
Safety Note
Plasma systems operate at high voltage. Always power down completely before servicing the torch or replacing consumables. Let the torch cool before handling. Do not run damaged consumables — a worn electrode with an off-center pit can cause double-arcing that damages the torch body. Use adequate ventilation when cutting and follow Hypertherm’s manual for your exact system.
Add to Cart — or Confirm System Fitment First
Add Hypertherm 220842 Powermax 85 electrodes to your cart. Not sure if your torch is hand or mechanized, or whether 220842 is the correct electrode for your setup? Call 812-738-4344 with machine model + process + thickness.